产品系列
产品详情


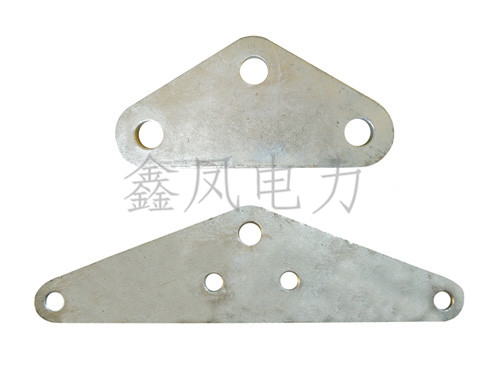
联板湿铺层真空袋成型的基本工艺过程如图所示,原料:纤维布、环氧树脂胶、固化剂等;工具如:剪刀、双面胶、真空袋、烘箱、模具等齐备后,则可采用较为简便的手糊工艺,根据模具和部件成型后形状,本着节约原料的原则进行下料裁剪,接着在模具上铺脱模底层布后进行涂胶铺层,然后将铺层完毕的部件放入真空袋,抽真空后真空度不低于0.09MPa,防止固化后出现过多脱层和孔隙。将真空袋连同部件一起置于烘箱中固化。
材料选用
本实验选择E44环氧树脂与618聚酰胺作AB胶固化形成基体。选择碳纤维单相带和织布(实验中可以用玻璃纤维替代)作为增强相。模具材料在本实验项目中可以选用制造工艺性好、导热性好、质量轻的铝质材料、廉价的玻璃纤维复合材料或木材。
质量控制
1、工件翘曲
联板蒙皮固化后发生翘曲与制作工艺有关,联板蒙皮为[0/±45]ST结构,当织布的铺层角度有较大不对称或者涂胶不匀,则很容易在固化过程中引起工件的翘曲。同时烘箱加热的升温速度可能也会影响板件的成型。因此要避免工件的翘曲需提高操作者的手糊工艺,对烘箱加热过程也要特别注意。
2、孔隙和分层
对于手糊工艺制作的真空袋成型工件,至少会存在3%的孔隙。而高孔隙含量会直接影响到复合材料的力学性能和耐湿热性能,将会严重影响工件的质量。